2021-11-01
回流焊產生氣泡的原因:
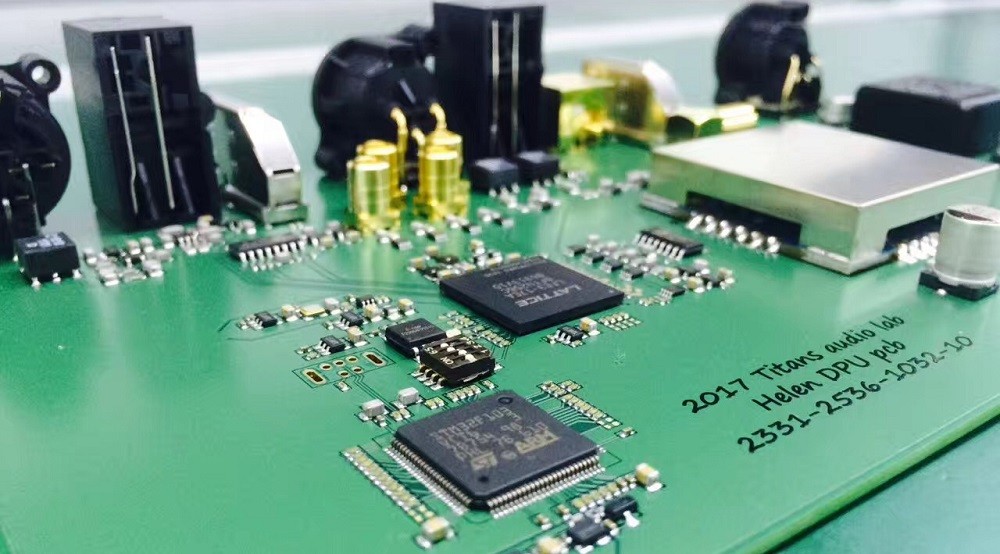
smt回流焊接后焊點中產生氣泡的主要原因是:焊料中的雜質、揮發物和助焊劑在回流焊爐體內經過高溫加熱產生的氣體沒有逃逸出來,這些物質在非真空環境下無法從熔化的錫液中溢出,錫液經過冷卻后凝固,這些物質被留在焊料中,在焊點內部形成很小的氣泡。
普通的回流焊爐不是真空環境,無法通過壓力將焊點內的氣泡排出。氣泡的產生不僅降低了焊點的可靠性,同時也增加了元器件失效的概率。當元器件工作狀態下,所產生的熱量會匯積在焊點的氣泡中,使其熱量無法快速的散發出去,元器件持續工作的時間越長,累積的熱量越多,久而久之也會降低元器件的壽命。
如何改善回流焊氣泡問題:
濕度管控:
焊點內產生氣泡跟原材料受潮有很大的關系,對長時間暴露在空氣中的PCB板和元器件,要提前進行烘烤,防止因潮濕水份過多。可火把PCB板提前在干燥箱內烘烤2-4個小時,溫度設置在120度,或讓PCB板供應商重新烘烤—下,烘烤后再過回流焊。
錫膏的使用:
錫膏內如果含有水分的話也容易產生氣泡,首先要選用質量好、顆粒更細的錫膏,錫膏越好,產生的氣泡越少。錫膏提前從冰箱拿出來解凍,室溫狀態下放置2-4個小時后再使用,也可以把錫膏烘一下。錫膏的加熱融化、攪拌要按規定進行操作,錫膏盡量不要長時間暴露在空氣中,錫膏印刷完成后,要及時完成回流焊接。
優化爐溫曲線:
首先,回流焊預熱區的溫度不能太低,升溫的速率和過爐的速度不能太快,降低峰值溫度,適當延長預熱時間和恒溫時間,縮短回流時間,恒溫時間控制在10-105s左右,回流時間控制在85s左右,使助焊劑中的水份能夠充分的揮發。最好可能每天測試爐溫,不斷優化回流焊的爐溫曲線。
優化鋼網開孔:可以嘗試更改鋼網開孔方式,縮小開孔面積;
使用真空回流焊:如果對回流焊的空洞率要求比較高,可以使用真空回流焊,可以有效的防止氣泡產生,可以把焊點的空洞率控制在5%以下。