2022-09-21
回流焊與波峰焊的區別就在于回流焊是過貼片板,波峰焊是過插件板。回流焊是SMT貼裝工藝中三種主要工藝中的一種。回流焊主要是用來焊接現已貼裝好元件的PCB線路板,然后再經過回流焊的冷卻把錫膏冷卻把元件和焊盤固化在一起。下面日東回流焊介紹一下回流焊工藝技術原理,以及用在SMT行業領域貼裝技術詳解日東回流焊設備采用模塊化、數字化及人性化設計,在功能、性能、穩定性及可靠性、安全性、可維護性、易操作行及人性化方面具有良好的優越性、既為客戶降低了運營成本,也為客戶保質保量生產合格的產品提供了有力的保障,可所謂波峰焊產品領域的“巔峰”之作,客戶投資首選的品牌產品!

波峰焊錫爐系統四大新技術
一、垂直PCB板面噴霧(帶路徑優化系統
A.噴嘴與PCB垂直可使噴出的助焊劑在PCB上更均勻,對孔的穿透力更強,將提高釬料的爬升能力
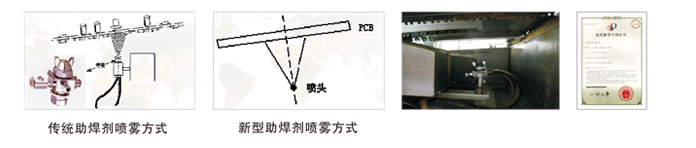
B.自動路徑優化系統可保證助焊劑噴涂覆提高助焊劑涂覆均勻性
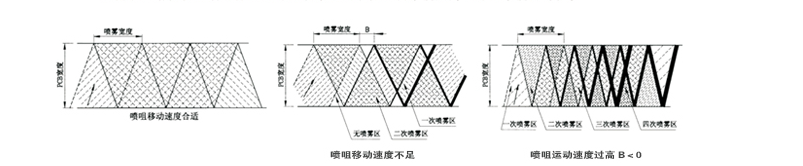
C.先進的軟件系統,可自行根據運輸速度、PCB寬度進行調節
二、波峰焊采用鑄鐵表面鍍陶瓷爐膽,可提高爐膽壽命
A.采用厚度為10mm壁厚的鑄鐵爐膽,大大的提高了錫爐在受熱情況下抵抗變形的能力
B.鑄鐵里面含有大量的石墨,它對于釬料幾乎不產生滋潤現象,故對爐膽的腐蝕性行為很小,為了更有效的提高爐膽的耐腐蝕性能及表面光滑度,在鑄鐵表面進行陶瓷工藝處理,更有效的提高了使用壽命。
二、采用新流道、新噴口等降低氧化量的裝置,有效降低客戶運行成本
三、采用新型葉輪及流道設計,提高波峰焊波峰平穩性
1.噴口、流道、葉輪結構直接影響波峰平穩度
2.波峰平溫度可控制在0.5mm以內
3.混合預熱的優勢
a、波峰焊紅外預熱提升溫度快,熱風預熱提升溫度均勻性
B、采用紅外和熱風混合預熱既能快速提升溫度又能增加溫度的均勻性
C、混合預熱特別適合水溶性助焊劑
4.內置局部選擇噴霧裝置
A、是步進電機通過同步帶及滾珠絲桿,直線導軌等作X和Y方向的運動來實現局部選擇噴涂助焊劑;
B、精選噴嘴可實現點噴、直線噴和矩形噴;
C、采用PC+運動板卡控制,響應速度快、精度高、可編程,潔面可操作性強;
D、適用于噴涂面積占總面積50%以下的情況,節約助焊劑在50%以上
5.錫爐區局部充氮裝置
A、波峰焊錫爐區局部充氮裝置,能用少的氮氣量在PCB下方元件腳和錫爐噴口波峰周圍得到高濃度的氮氣;
B、采用特制不銹鋼納米微孔管,氮氣彌散型充盈,均勻,濃度高;
C、3路流量計控制3路氮氣管、消耗氮氣12m3/H左右,噴口流動的焊錫附近氧氣濃度1000PPM左右
D、提高焊接品質,減少焊錫氧化量;不提供在線檢測氧氣濃度;
一.回流焊原理

因為電子產品PCB板不斷小型化的需求,呈現了片狀元件,傳統的焊接辦法已不能適應需求。在混合集成電路板拼裝中選用了回流焊,拼裝焊接的元件大都為片狀電容、片狀電感,貼裝型晶體管及二管等。跟著SMT整個技能開展日趨完善,多種貼片元件(SMC)和貼裝器材(SMD)的呈現,作為貼裝技能部分的回流焊工藝技能及設備也得到相應的開展,其運用日趨廣泛,幾乎在一切電子產品域都已得到運用。回流焊是英文Reflow是經過重新熔化預先分配到印制板焊盤上的膏裝軟釬焊料,完結外表拼裝元器材焊端或引腳與印制板焊盤間機械與電氣銜接的軟釬焊。回流焊是將元器材焊接到PCB板材上,回流焊是對外表帖裝器材的。回流焊是靠熱氣流對焊點的作用,膠狀的焊劑在定的高溫氣流下進行物理反響到達SMD的焊接;所以叫"回流焊"是因為氣體在焊機內循環活動發生高溫到達焊接意圖。
二.回流焊機原理分為幾個描繪:
(回流焊溫度曲線圖)
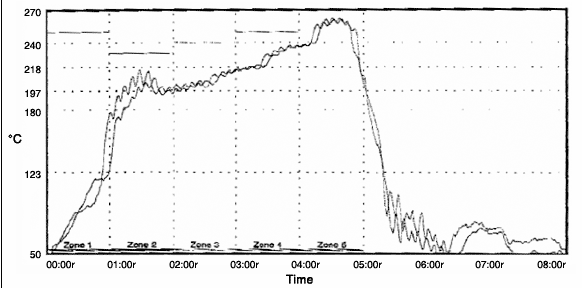
A.當PCB進入升溫區時,焊膏中的溶劑、氣體蒸發掉,一起,焊膏中的助焊劑潮濕焊盤、元器材端頭和引腳,焊膏軟化、塌落、覆蓋了焊盤,將焊盤、元器材引腳與氧氣阻隔。
B.PCB進入保溫區時,使PCB和元器材得到充沛的預熱,以防PCB突然進入焊接高溫區而損壞PCB和元器材。
C.當PCB進入焊接區時,溫度敏捷上升使焊膏到達熔化狀態,液態焊錫對PCB的焊盤、元器材端頭和引腳潮濕、擴散、漫流或回流混合構成焊錫接點。
D.PCB進入冷卻區,使焊點凝結此;時完結了回流焊。
三.回流焊機工藝要求
回流焊技能在電子制作域并不生疏,咱們電腦內運用的各種板卡上的元件都是經過這種工藝焊接到線路板上的。這種工藝的優勢是溫度易于操控,焊接過程中還能防止氧化,制作本錢也更容易操控。這種設備的內部有個加熱電路,將氮氣加熱到足夠高的溫度后吹向現已貼好元件的線路板,讓元件兩邊的焊料消融后與主板粘結。
1.要設置合理的回流焊溫度曲線并守時做溫度曲線的實時測驗。
2.要依照PCB設計時的焊接方向進行焊接。
3.焊接過程中謹防傳送帶轟動。
4.有必要對塊印制板的焊接作用進行查看。
5.焊接是否充沛、焊點外表是否潤滑、焊點形狀是否呈半月狀、錫球和殘留物的狀況、連焊和虛焊的狀況。還要查看PCB外表色彩改變等狀況。并依據查看成果調整溫度曲線。在整批出產過程中要守時查看焊接質量。
四.影響回流焊工藝的要素:
1.一般PLCC、QFP與個分立片狀元件比較熱容量要大,焊接大面積元件就比小元件更困難些。
2.在回流焊爐中傳送帶在周而復使傳送產品進行回流焊的一起,也成為個散熱體系,此外在加熱部分的邊際與中心散熱條件不同,邊際般溫度偏低,爐內除各溫區溫度要求不同外,同載面的溫度也差異。
3.產品裝載量不同的影響。回流焊的溫度曲線的調整要考慮在空載,負載及不同負載因子狀況下能得到杰出的重復性。負載因子界說為:LF=L/(L+S);其間L=拼裝基板的長度,S=拼裝基板的間隔。回流焊工藝要得到重復性好的成果,負載因子愈大愈困難。一般回流焊爐的大負載因子的規模為0.5~0.9。這要依據產品狀況(元件焊接密度、不同基板)和再流爐的不同類型來決議。要得到杰出的焊接作用和重復性,實踐經驗很重要的。
五.回流焊機工藝技能有哪些優勢
1)回流焊工藝技能進行焊接時,不需求將印刷電路板浸入熔融的焊猜中,而是選用部分加熱的方式完結焊接使命的;因此被焊接的元器材遭到熱沖擊小,不會因過熱形成元器材的損壞。
2)因為在焊接技能僅需求在焊接部位施放焊料,并部分加熱完結焊接,因此防止了橋接等焊接缺點。
3)回流焊工藝技能中,焊料僅僅次性運用,不存在再次運用的狀況,因此焊料很凈,沒有雜質,保證了焊點的質量。
六.回流焊機工藝流程介紹
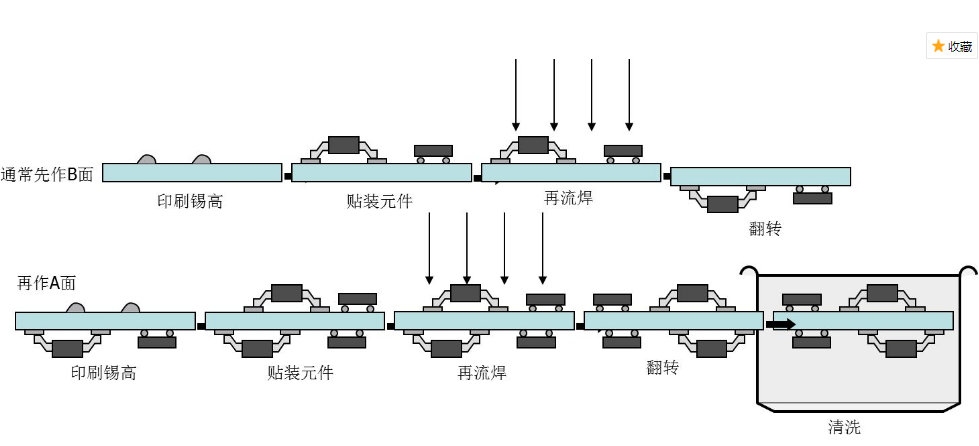
回流焊加工的為外表貼裝的板,其流程比較復雜,可分為兩種:單面貼裝、雙面貼裝。
A,單面貼裝:預涂錫膏→貼片(分為手藝貼裝和機器主動貼裝)→回流焊→查看及電測驗。
B,雙面貼裝:A面預涂錫膏→貼片(分為手藝貼裝和機器主動貼裝)→回流焊→B面預涂錫膏→貼片(分為手藝貼裝和機器主動貼裝)→回流焊→查看及電測驗。
回流焊的簡略的流程是"絲印焊膏--貼片--回流焊,其核心是絲印的精確,對貼片是由機器的PPM來定良率,回流焊是要操控溫度上升和高溫度及下降溫度曲線。"
七.回流焊機設備保養準則
咱們在運用完了回流焊后有必要要做的保養作業;否則很難堅持設備的運用壽命。
1.日常應對各部件進行查看,特別留意傳送網帶,不能使其卡住或掉落
2檢修機器時,應關機堵截電源,以防觸電或形成短路
3.機器有必要堅持平穩,不得傾斜或有不穩定的現象
4.遇到個別溫區中止加熱的狀況,應先查看對應的保險管是經過重新熔化預先分配到印制板焊盤上的膏
八.回流焊機的留意事項
1.為保證人身安全,操作人員有必要把廠牌及掛飾摘下,袖子不能過于松垮。
2操作時應留意高溫,防止燙傷保護
3.不行隨意設置回流焊的溫區及速度
4.保證室內通風,排煙筒應通向窗戶外面。