2022-08-29
回流焊SER系列控制系統(tǒng)介紹:
1、回流焊運輸系統(tǒng)
PCB產(chǎn)品是通過運輸系統(tǒng)的傳送而通過回流爐的。運輸系統(tǒng)主要由運輸導(dǎo)軌、傳送鏈輪、鏈條和傳送網(wǎng)帶等組成。傳送網(wǎng)帶為標(biāo)準(zhǔn)的440mm(Max560mm)不銹鋼網(wǎng)帶,傳送速度通過控制軟件無級調(diào)速。運輸導(dǎo)軌的寬度根據(jù)PCB板尺寸通過變向器及絲桿、螺母傳動自由調(diào)節(jié),寬度可調(diào)至400mm(最大460mm)。
采用鏈網(wǎng)傳輸,驅(qū)動裝置安裝在爐子的出口處。驅(qū)動裝置包括驅(qū)動馬達(dá)、驅(qū)動軸、驅(qū)動鏈條及鏈輪、導(dǎo)向絲桿及其它導(dǎo)軌運輸元件等。
2、回流焊爐內(nèi)溫區(qū)構(gòu)成
SER系列回流爐爐體主要由進(jìn)口、預(yù)熱區(qū)、保溫區(qū)、回流區(qū)及冷卻區(qū)組成。以導(dǎo)軌為中心,上、下溫區(qū)獨立循環(huán)、獨立控溫。每一獨立溫區(qū)的氣流均經(jīng)過加速增壓及加熱后通過整流板均勻地作用在PCB上、下兩面上。SER系列回流爐所有加熱區(qū)均有上下兩個加熱模塊(詳見3.3節(jié)回流爐結(jié)構(gòu)簡圖),獨立循環(huán)、獨立控溫。各溫區(qū)采用相同模塊式結(jié)構(gòu),易于維護(hù)和更換。
3、回流焊冷卻區(qū)
SER系列回流爐冷卻區(qū)在回流區(qū)之后,是專門制作的冷卻模塊,外接冷水機,可實現(xiàn)高效冷卻。
選配氮氣裝置時采用雙冷卻區(qū)冷卻:通過水冷式熱交換器、冷卻風(fēng)機及出口處的氣簾等裝置將經(jīng)過熱交換冷卻后的氣體從上面作用在PCB板上。PCB板經(jīng)過冷卻區(qū)強制冷卻后被運輸系統(tǒng)送到爐子外面,完成回流焊接。
熱交換器對助焊劑有過濾作用,可保證潔凈的氣體在爐內(nèi)循環(huán);冷卻風(fēng)機風(fēng)量適當(dāng),可維持冷卻區(qū)穩(wěn)定的惰性氣體含量。
采用模塊式結(jié)構(gòu),熱交換器,冷卻風(fēng)機、整流孔板的維護(hù)便捷。
4、回流焊運輸速度控制
回流爐運輸系統(tǒng)的速度可根據(jù)用戶的需要自行設(shè)定,由軟件進(jìn)行控制。控制精度可達(dá)±2mm/min。
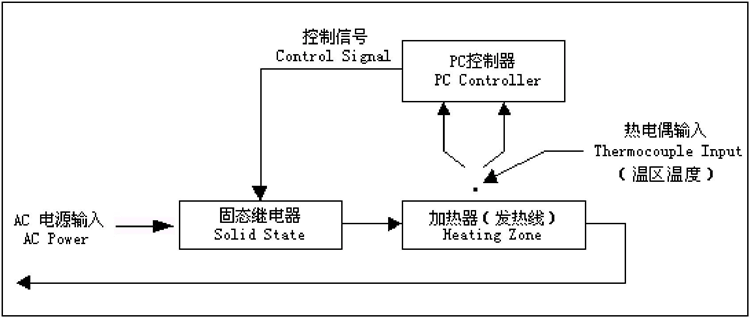
5、回流焊溫度控制
各溫區(qū)設(shè)定溫度通過軟件操作進(jìn)行設(shè)置,各溫區(qū)的實際溫度通過安裝在每個溫區(qū)的熱電偶傳遞并顯示在PC監(jiān)視屏上,同時也將控制信號反饋給電控箱中的固態(tài)繼電器以提供足夠的動力將溫度維持在設(shè)定的數(shù)值。
6、回流焊測溫線接口
SER系列回流爐測溫線接口安裝在機器前面的操作控制面板上。測溫線輸入端與工控機上的測溫卡相連,通過回流爐控制軟件捕捉到焊接時的溫度曲線,并可顯示、打印及存儲調(diào)用溫度曲線。
7、回流焊溫度超差報警保護(hù)
當(dāng)實際溫度超過設(shè)定溫度上、下限時,系統(tǒng)將通過軟件控制發(fā)出報警信號、顯示報警信息,同時所有加熱區(qū)停止加熱(冷卻區(qū)溫度超差只報警,不停止加熱)(如溫區(qū)溫度設(shè)定為200℃,當(dāng)上、下限溫度設(shè)定為10℃,則當(dāng)實際溫度超過210℃或低于190℃時則會發(fā)出報警),運輸系統(tǒng)繼續(xù)運行,將PCB板安全送出回流爐。在故障原因排除后,重新打開加熱開關(guān)進(jìn)行加熱。
8、回流焊氣體控制
SER7系列回流爐要求有氣體控制裝置,因為要供給爐子潔凈的氮氣或空氣。氣體控制裝置有:
進(jìn)出口氣簾
進(jìn)、排氣裝置及控制軟件
流量計及氧氣濃度分析儀(氮氣型選配)
可選配助焊劑回收裝置
9、回流焊控制系統(tǒng)
SER7系列回流爐控制系統(tǒng)由PC+PLC及回流爐控制軟件等組成。可實現(xiàn)對系統(tǒng)的設(shè)置、對過程精確控制(如速度、溫度、工作時間)、對狀態(tài)實時監(jiān)控(溫度曲線、超溫、電源缺相)等功能。
PC控制系統(tǒng)的安裝見3.3節(jié)的結(jié)構(gòu)簡圖。顯示器安裝在爐子一端的懸臂架上,可根據(jù)使用需要轉(zhuǎn)動懸臂以調(diào)整顯示器和鍵盤的位置;PC安裝在顯示器下面的機架內(nèi),四周有機器門板防護(hù),通過網(wǎng)絡(luò)線與PLC連接。