2022-08-16
影響波峰焊焊點(diǎn)可靠性的因素有哪些?波峰焊機(jī)主要用于傳統(tǒng)通孔插裝印制電路板電裝工藝,以及表面組裝與通孔插裝元器件的混裝工藝。一個(gè)波峰焊接接頭系統(tǒng)主要由要素構(gòu)成,即基體金屬、助焊劑和釬料合金。為了獲得良好的焊接連接,這種材料必須完全匹配。波峰焊接的質(zhì)量是每一家加工廠都需要關(guān)注的問題,那么影響波峰焊焊點(diǎn)可靠性的因素有哪些?下面我們一起來看看:
1、基體金屬
設(shè)計(jì)焊接組裝件時(shí),要考慮與焊接有關(guān)的基體金屬特性。
①腐蝕的可能性:電極電位是重要因素,如果存在電離液體時(shí)基體金屬間或基體金屬與釬料之間電位差高的場(chǎng)合,會(huì)產(chǎn)生腐蝕現(xiàn)象。
②在小型和精密組裝中,要關(guān)注選用的基體材料和釬料的熱膨脹系數(shù)的匹配問題,以確保組裝件在溫度變化的情況下應(yīng)用時(shí)不產(chǎn)生應(yīng)力和尺寸變化。
③因受熱和冷卻而產(chǎn)生的損壞現(xiàn)象稱為熱疲勞。熱脹冷縮是產(chǎn)生熱疲勞應(yīng)力的主要原因,不管這些應(yīng)力發(fā)生在哪個(gè)部位,它都將使焊縫中的釬料連續(xù)位移。如果釬料是可延展的而且潤(rùn)濕良好,雖然焊縫表面應(yīng)力集中的部位有時(shí)會(huì)產(chǎn)生結(jié)霜現(xiàn)象,但焊接接頭不會(huì)損壞。
④表12.5中的可焊性是指金屬表面的可焊性,不包括為改善可焊性而具體采取的表面處理措施。
2.正確選用助焊劑
為了正確選擇焊接所需要的助焊劑類型,可按下述兩步考慮。
(1)選用助焊劑
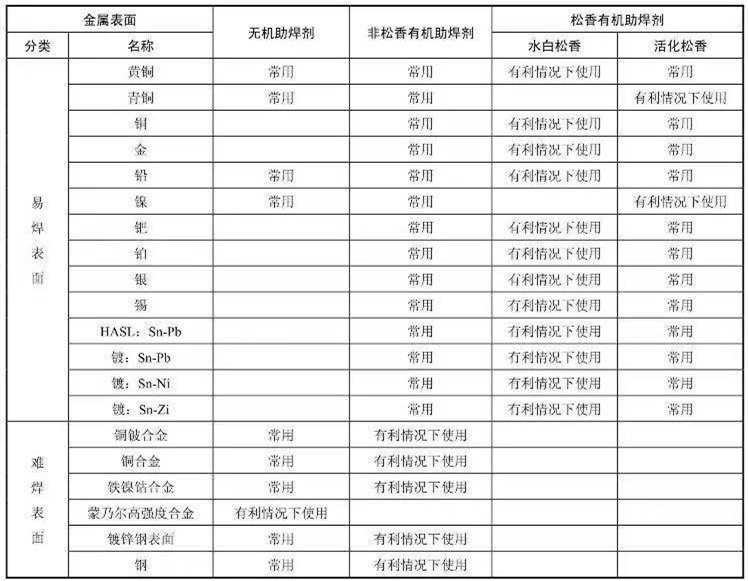
在工程應(yīng)用中電子組裝所用助焊劑的選擇可參考表126。
①易焊合金:可用松香基有機(jī)助焊劑及活性較強(qiáng)的助焊劑焊接。
②有利條件下使用:在表面無嚴(yán)重的銹膜或類似的污染時(shí),可用水白松香助焊劑。通常這類金屬表面可用活化松香或非松香有機(jī)材料助焊劑進(jìn)行焊接。
③無機(jī)助焊劑因活性大強(qiáng)和腐蝕的危險(xiǎn)性太大,不宜使用。
④難焊合金:這一組材料,在不采用表面預(yù)處理措施的情況下,通常不能焊漏。
(2)安全性
選擇助焊劑的另一個(gè)重要考慮的因素,是焊前和焊后的凈化,焊前凈化的作用是使助焊劑能比較容易地發(fā)揮作用。外界雜質(zhì),像油、蠟和漆等會(huì)在助焊劑和基體金屬間形成隔離層,使助焊劑不能發(fā)揮作用。
焊后的凈化對(duì)助焊劑選擇的影響很大,不用清洗的或容易清除的腐蝕性稍強(qiáng)的助焊劑有時(shí)比黏著力強(qiáng)和難
于清除的腐蝕性較弱的助焊劑更適用
3.正確選擇釬料
(1)釬料焊接溫度的選擇范圍理想的波峰焊接用釬料,應(yīng)是那具有最理想的凝固特性的低共熔和糊狀區(qū)最窄的合金。為使熔化的合金具有流動(dòng)性和良好的潤(rùn)濕性,焊接溫度應(yīng)高于液相線溫度21~65℃。焊接溫度不是一個(gè)固定數(shù)據(jù),因?yàn)槠浔旧硪彩菚r(shí)間的函數(shù)。如果允許焊接時(shí)間長(zhǎng),那就可選用較低的焊接溫度。比液相線高21℃的焊接溫度一般適用于熔點(diǎn)較低的釬料,而焊接溫度高于液相線65℃的適用于熔點(diǎn)較高的釬料。
2)釬料溫度選擇對(duì)焊接接頭工作的影響
溫度對(duì)釬料選擇的影響分為以下兩類。
①溫度上限:主要取決于組裝件的熱變形,對(duì)PCB這類有機(jī)材料來說更是如此。減小受熱變形的方法,通常是使整個(gè)組裝件緩慢預(yù)熱,以免因熱梯度過大而引起熱沖擊。
②溫度下限:主要取決于焊接接頭的工作溫度。隨著釬料合金溫度以漸近線的方式接近熔點(diǎn),其強(qiáng)度降低增加,最終不可能再靠焊料合金把被焊元器件固定在一起了。在利用易熔合金作釬料時(shí),溫度限制是非常重要的,歸納的經(jīng)驗(yàn)公式為:

式中Tsol——固相線溫度
Toom——室溫(20℃)
因此,具有焊接接頭的設(shè)備必須應(yīng)用在巴知的高環(huán)境溫度下,選用的訐料必須與其相匹配,以保證焊接接頭在高溫下仍具有足夠的強(qiáng)度把被焊的零件連接在一起。