波峰焊是讓插件板的焊接面直接與高溫液態錫接觸達到焊接目的,其高溫液態錫保持一個斜面,并由特殊裝置使液態錫形成一道道類似波浪的現象,所以叫"波峰焊",其主要材料是焊錫條。但是波峰焊錫膏選擇方法確是尤為重要,一種好的焊膏的選擇是重要的。我們建議您與您的供應商密切合作,并通知他您的過程和配置文件。已經開發了優化焊料工藝的漿料,然而,這些已經開發出用于特定的一組型材,并且不總是適用于您的工藝。...
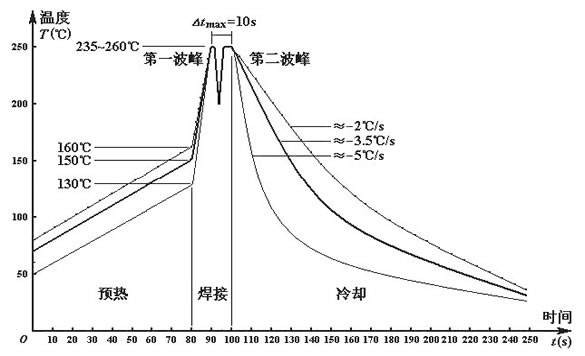
波峰焊是現在SMT行業插件元器件焊接所需要的主要焊接設備。現在很多產品都在提倡環保,所以都需要使用無鉛波峰焊。無鉛波峰焊接機的溫度要比有鉛的高18度左右。在預熱的時候和升溫降溫上都都有所不同。下面日東波峰焊來分享一下波峰焊溫度控制與細節把控! 1.無鉛波峰焊溫度設定: (1)預熱溫度為:80℃~150℃預熱時間為:40S-100S (2)錫爐溫度為:250℃~280℃焊接時間為2S-8S (3)運輸速度為0.8m/min~1.8m/mi...
回流是SMT的關鍵工藝之一。表面組裝的質量直接反映在回流結果中。因此,有必要了解影響回流焊質量的因素。 回流焊中發生的焊接質量問題并不是完全由回流焊引起的,因為回流焊設備的質量不僅直接與焊接溫度(溫度分布)有關,而且還與生產線設備條件、PCB焊盤和焊盤有關。城市設計,和元。器件的可焊性、焊膏的質量、印刷電路板的加工質量、SMT各工序的工藝參數甚至與操作者的操作密切相關。 SMT貼片的裝配質量...
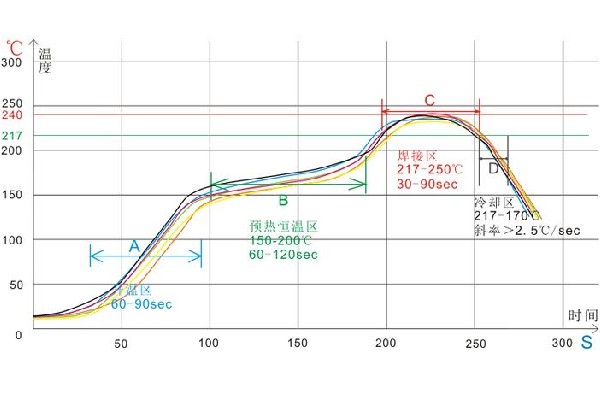
在SMT回流焊接中,回流焊爐溫曲線是影響回流焊產品質量的關鍵因素,回流焊的溫度設置是否正確直接決定了回流焊的質量好壞。回流焊的溫度設置過高或者產品過回流焊的時間太長,會造成PCB板和元器件上的金屬粉末產生氧化,影響元器件的功能,還有可能損壞電路板。回流焊溫度曲線要遵循以下標準去設置: 1、首先回流焊的溫度要參照配套使用的錫膏成分、焊膏廠家給出的的溫度曲線來設置; 2、其次根據所使用的PCB板...

波峰焊錫爐局部充氮裝置固定于爐膽上方,可靈活安裝或拆卸使用。需要充氮焊接時,把局部充氮裝置裝于爐膽上,焊接時波峰焊錫、保護罩、PCB板間形成一個密封的空間,從而實現提高焊接品質,減少焊錫氧化量的效果。在產品過波峰焊時運用局部充氮技術,利用氮氣形成一個惰性保護層來減少錫的氧化是波峰焊領域的一項新技術,該技術不只節約焊料,減少機器污染使現場更安全干凈,維護起來也更輕松。并且進一步提高焊料的濕潤...
當今電子工業所用的大多數元件都是表面貼裝技術,或SMT,組裝件。但是,需要通過機械強度的通孔引線的連接器等其它部件必須焊接到印刷電路板上。波峰焊接已成為標準的大規模工業方法用于這種電子組裝。這個名稱來自于將元件粘接到電路板所需的焊料波。 另一種焊接方法是將焊膏涂敷在印刷電路板的頂部和環圈周圍。這就構成了元件暫時連接到電路板上。然后將組件在受控條件下加熱以熔化焊料并形成永久連接。這個過程通常被...